
The factors to your stretch wrapping load failure are rather known to many. And in this article, we will talk about six of them with examples and details.
The reason we’re investigating the common cause of load failure is so that when we introduce to you our golden formula to wrap like a pro, you’ll appreciate it.
But, before we begin, let’s take a walk down memory lane.
The Evolution of Total Packaging
Firstly, we have the levels of a packaging system (Sparks, 2006, 71)—primary, secondary and tertiary.
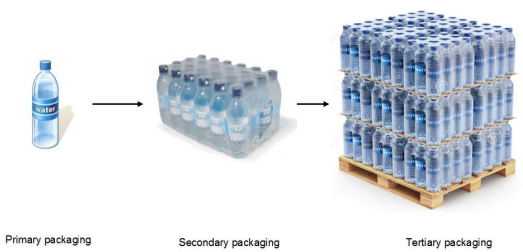
(Image credit: Krokhalev, 2017)
Our focus is always on the tertiary packaging and loads unitisation to ensure no products arrive damaged.
However, the change in the primary and secondary packaging designs over the years has undeniably affected the way we stretch wrap our loads at the third level.
Let’s take a look at these.
Did anyone remember any of them?

(image credit: www.coca-cola.co.uk)
Maybe not.
But I’m sure you know this one.

(image credit: unearthed.greenpeace.org)
Do you know, there’s a reason why there are bumps on the foot of the bottle?

(Image credit: tipsmake.com)
The reason is simply brilliant.
The bumps strengthen the bottom of the bottle while the size decreases towards the top.
So the centre of gravity remains at the bottom.
It improves the bottle’s stability significantly. And that helps with load palletising tremendously.
It is a classic case of great collaborative design that impacts the entire supply chain.
So, why are we talking about this? Well, read on, as we will reveal the answer in the end.
3 Main Load Types for Shipment Configuration
Now, let’s get back to tertiary packaging and on to the lead of the show—load type.
The load type configured for shipment influences our decision making.
That includes
- Stretch film selections
- Gauge required
- Containment force needed for optimum holding
- Wrapper to use
- And many more
Here are the three typical load types.
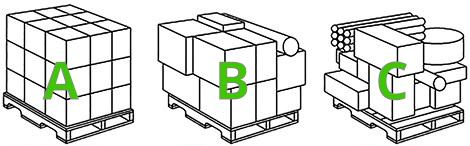
- A: Uniform with clean edges
- B: Irregular load with uneven edges
- C: No conformity with shart edges
Regardless of the load type, our goal is to achieve unitised load because
Stable Load = No Damage Goods = No Wastage = Save Costs = Improved Bottom Line
6 Common Causes of Load Failure
Having these in mind, here are the reasons why your stretch wrapping fails—compromising your load unitisation.
1. When Marriage Gone Wrong
The unitisation system is likened to a marriage system.
When matching machine, film and load that are not made for each other, you will never achieve a stable load.
This means you cannot simply get the perfect unitisation by merely using the best machine and best film.
The film has to match the type of load while your wrapper setting brings out the best of your film’s functionality.
You have to understand all the three variables—load type, film type and wrapping machine to bring out the best of your film and contain the load efficiently.
Ask yourself these and more
- What type of load am I wrapping?
- What are the film properties required?
- How far can I maximise the film?
- What is the most suitable wrapper for my load and film types?
- Can I get the optimum stretch out of my existing film?
Once again,
Best Load + Best Film + Best Machine ≠ 100% Stable Load
As you can see, this equation is incomplete. You may want to read on to find the reveal at the end.
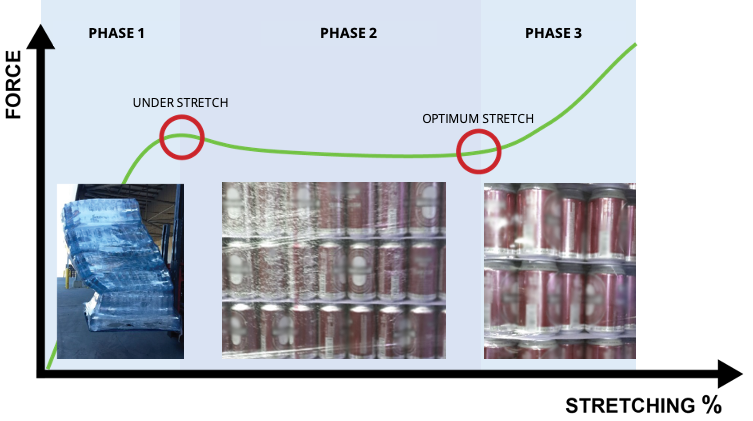
2. When Limits Are Overstretched (Under Stretched)
When you overstretched your film properties beyond the optimum functionality, you risk breaking your films. And when you under stretch your film properties, you risk uneven unitisation and increased film wastage.
If it breaks during wrapping, it’s a cost to your production.
If it breaks during in-transit, it’s a risk of accidents, road accidents, injury and even death, on top of damaged goods and high unsaleables.
Regardless, it’s a significant loss if you break the limits of what your films can do.
Again you will need to understand.
- What are the properties of your film?
- How do you know the limit thresholds of your films?
- What is the optimum stretch and working zone of your film?
- At which resolution is enough to give your load the best support where the rest are unnecessary wastage?
- How do I ensure consistent wrapping that is repeatable?
So,
Overstretched/Under Stretch Films = Wrapping Load Fails
3. When Assumptions Are Made & Wrapping Distributions Are Uneven
One of the biggest misconceptions many brand owners or packagers today is that thicker is always better.
For instance, for heavy load, many packers still use 23 µm to 35 µm gauge films—assuming that thicker is good where holding force is better.
The disbelieve that a 12 µm film can support their heavy load is real.
It is not necessarily true that thicker means better, and vice versa. You can read more on myths about stretch films here.
Also, what about the unnecessary cost of using a thicker gauge when a thin gauge can do the job, sometimes even better.
Higher Gauge Stretch Films ≠ Stronger Holding Force ≠ Stable Load
4. When Load Shifted During Wrapping
Often load shifted during wrapping is due to the improper use of wrapper machine for your goods, as shown in the following video example.
(Video by www.lantech.com)
You may also have uneven load integrity that results in poorly unitised load. That will lead to cases shown below—something we do not wish to see when moving pallets.




Load-shift / uneven load integrity = inferior holding force
5. When Downgauging Done Wrong
Downgauging is imperative to economic and sustainability purposes.
However, when downgauging is biased on costs, it leads to a much bigger issue of palletisation. Eventually, making the efforts counterproductive.
Imagine wrapping the following by hand with the thinnest or cheapest film without considering the film properties or load type.
What do you think will happen to the load?

Downgauging should focus not just on cost-cutting but also on optimum load containment.
Downgauging for Cost Only = Inferior Unitisation
6. When Bonding is Weak, Unitisation is Ineffective
When the wrap bonding is weak, the chances of load failure is high.
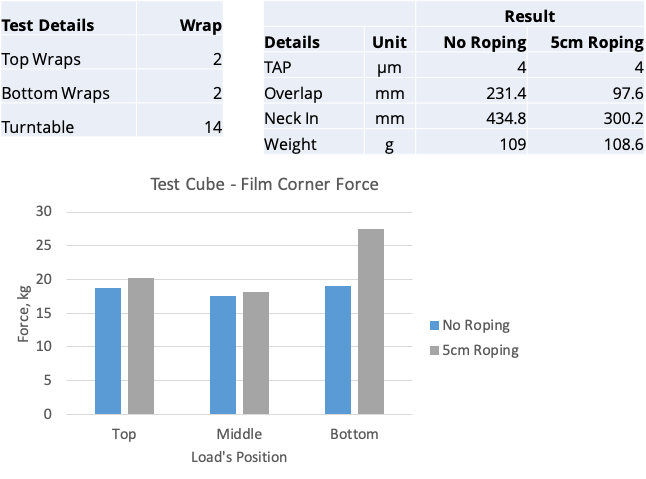
Wrap bonding is particularly vital for heavy loads. As such, roping is often used to increase the tension on your load.
Check out the following data of roping vs no roping.
However, roping is not just for heavy loads.
Some benefits of roping include
- Better load protection
- Locks the load to the pallet
- Increase breathability
- Reduce condensation
Roping allows your load to breathe and reduces condensation in the fresh food packaging industry. Not only does it allow that, but it is also more secure compared to merely using breathable packing films.
Roping = better load protection
Wrapping Optimisation: What makes a good palletised load?
Knowing the reasons to load failures allows us to learn what needs to be done to optimise your stretch wrapping.
As mentioned at the beginning of the article, the best film on the best machine does not make an optimally unitised pallet.
The problem is real.
Despite the best of all variables, the missing link remains a lack of networking—knowledge sharing and innovative cross-solutioning—among the supply chain stakeholders. On top of that, application knowledge is not shared across as well.
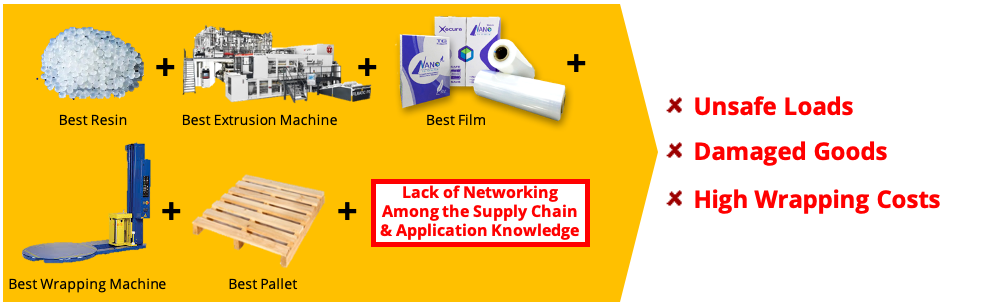
As such, we still see many cases of unsafe loads, damaged goods-in-transit or upon arrival, and worst of all, unnecessary high wrapping costs.
The Formula to Avoid Failing in Stretch Wrapping Your Load Optimally
We believe that solving real problems will change the outcome. And that is to ensure sound application knowledge among the players.
Also, the stakeholders in the supply chain should communicate more to achieve higher common goals. And they are…
- Reduce injuries and death related to loads failures
- Reduce damaged goods—during packing, in-transit, on arrival
- Promote sustainability & contribute to companies’ ESG goals
- Reduce cost per pallet

If you aspire to achieve optimised wrapping that leads to all the benefits mentioned above and more, Thong Guan, in partnership with Newton R&D Centre, has the solution for you.
And if you are facing load failures and unsure what is going on, email us at info@thongguan.com to find out more.




