

When it comes to meeting your film requirements, Thong Guan takes the matter vigilantly.
We know what the different types of recycled films are, what it takes to produce them and matching them to your requirements as explained in our previous #RecycledPlasticSeries articles.
We also constantly preach that,
“…the best film with the best wrapper in the market does not make a perfect application.”
It is important to note; all films require optimum wrapper settings and best-fit application to achieve the containment force you are looking for.
In other words, the best stretch film is relative.
You have to be clear of your application goals.
- What type of loads are you wrapping?
- What type of wrapper machine are you using?
- What are your wrapper settings?
- What type of stretch films would fit best?
- What would be the optimum resolutions to achieve the optimum containment force?
For more info, you can check out the optimised packaging criteria we’ve outlined for you.
Our Rigorous Testing Cycles to Meet Your Film Requirements
We still run two categories of tests to ensure optimal quality that fit your needs.
In this article, we will talk about the rigorous quality assurance tests that we run on our production floor to ensure our films fit the standard requirements.
Here are the different types of tests we run on our recycled films.
1. The Ultimate Test
In layman terms, we can loosely translate the ultimate test as the maximum stretching of the film until it breaks.
The purpose of the test is to understand the operating zone of the film’s stretchability, or rather the usefulness of the film during a specific stretch percentage.
Technically, it’s the stretching force (force) versus the winding force (strain).
Hence, the result is a Force(Strain) diagram showing us the positive trend of a point where the film is useful.
In our ultimate test on a high-performance recycled film with 30% recycled materials, the working zone is 200%.
2. The Cling Test
The purpose of the cling test is to measure the cling of a film.
For the reasons of
- Load stability as the different film layers work together as a single unit
- Preventing the film from unwrapping after being applied to the load.
- Ease of unwinding, namely low blocking & adhesion forces
Where the overall target is to achieve the highest cling at the lowest noise.
In our recycled film testing versus virgin films, we achieve the same results. As such, we can conclude that recycled content does not affect the cling functions of your film.
3. The Puncture Test
The puncture test is to understand how much resistance is created when an object (a probe) is pushed through a film.
With the test, we can determine how much force (maximum) and the distance of the probe’s point of contact till film breakage (displacement) is required to punch a hole in the film.
This data is necessary as the carton load you are wrapping have sharp box corners that may puncture the film as you wrap. Knowing the tolerance level helps in your wrapper settings.
The resistance of our recycled film is not compromised. In other words, it is within standard tolerance.
4. The Tear Test
Next, we test the tear propagation tolerance as a final check to see if the film will run on a high-speed wrapper.
This test is necessary to test the robustness of the film.
Again, necessary to understand how much and how fast the film will start tearing away once punctured, which will lead to breaking the entire film. This translates to line down if it happens—and we wouldn’t want that to happen.
So when punctured, how far and how fast the tear will go helps us understand if a puncture can be contained during wrapping.
If the film can contain the tear within the next revolution, then it is safe to determine the speed of your wrapper machine for optimal wrapping.
In other words, if a puncture occurs in one of the revolutions (say, thanks to the corner of one of your carton boxes) and the tear of the hole is contained when the next circle of wrap clings over it, that is acceptable.
We look at tear force and tear time, which could happen within 3 to 40 seconds. And depending on the speed of your wrapping, the film can contain the tear propagation within the standard.
In the case of our recycled film test, the results shown below indicate a tear force of more than 100 Newton producing a tear propagation time of fewer than 24 seconds.
Conclusion
Here are our recycled film test results, as shown in the following radar chart.
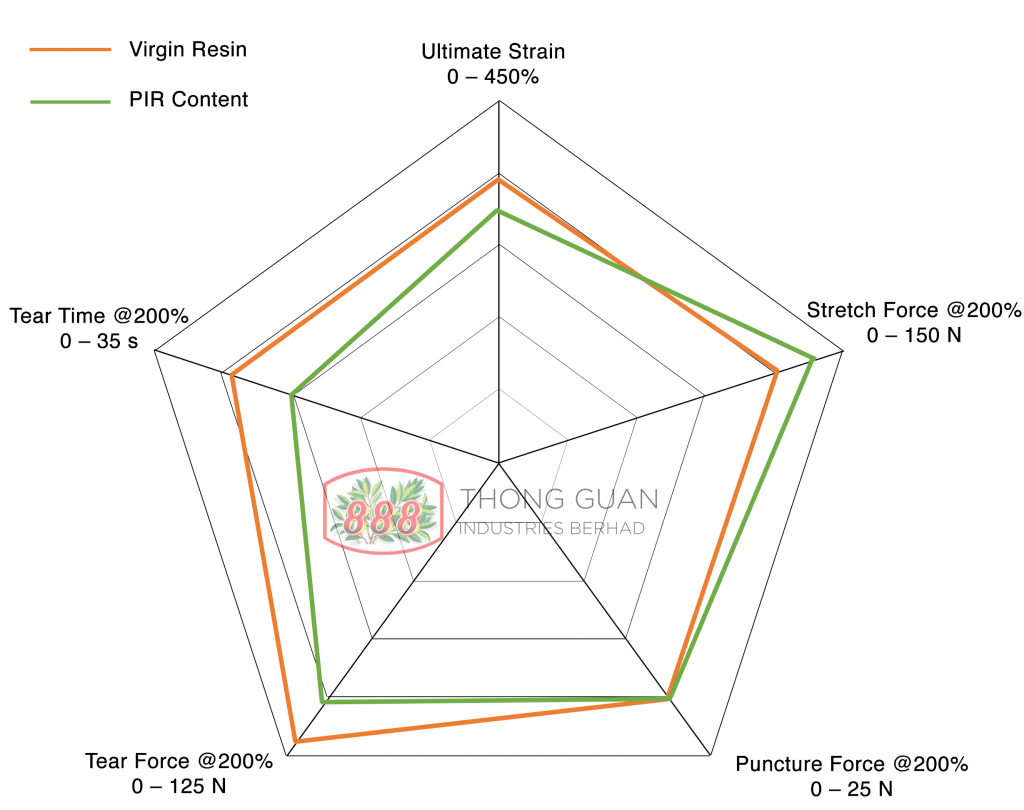
We can posit that recycled films can be formulated and tested for your application needs based on this—the operative word here being formulated and tested.
Proper formulation, smart design and rigorous tests are what we do to ensure we meet your film requirements and our brand promise—high-quality films, be it with recycled content or not.
Once again, you must be clear of your goals (your film requirements) to get the best-fit films for your wrapping needs—be it recycled films or not.
If you could go for a more sustainable route while reaching your load containment goals, then the next question is, why not?
As we mentioned, we run two categories of tests to ensure quality films and optimum wrap—where we’ve covered the quality assurance tests.
Next, we will discuss the wrapping tests we run at the Newton R&D Centre to help you achieve optimum wrap.
This article is part of our #RecycledPlasticsSeries. You may access all the articles under this series by searching for #RecycledPlasticsSeries.




